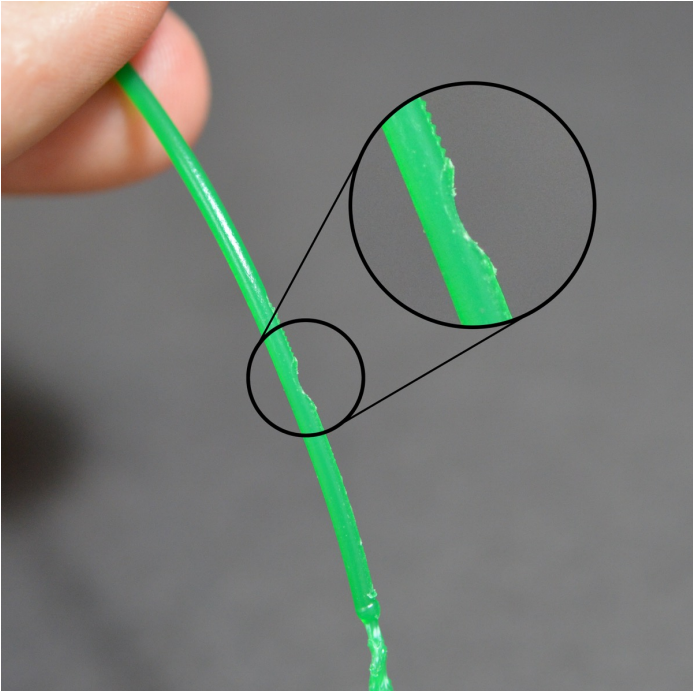
多数 3D 打印机都是使用一个小齿轮与另一个轴承夹住线材,以使齿轮抓住线材。驱动 齿轮有尖利的齿,可以咬进线材中,然后依靠齿轮的旋转方向,来推动线材前后运动。如果 线材不能移动,但齿轮却在继续转动,这时齿轮可能会从线材上刨掉部分塑料,以致齿轮没 地方再抓住线材。许多人称这种情况叫“刨料”。因为太多塑料被刨掉了,导致挤出功能不 正常。如果这种情况出现在你的打印机上,你一通常会看到许多塑料碎片散落一地。你也会 看到,挤出机在转动,但线材却没有被推送到挤出机内部。在下面我们将介绍解决这个问题 的最简单的方法。
10.1 提高挤出机温度
如果你一直遇到刨料的问题,试着把挤出机的温度提高 5 到 10 度,这样塑料挤出更容易一些。你可以点击“修改切片设置( Edit Process Settings)”,打开“温度 (Temperature )标签页”,来设置。从列表左边选择相应的挤出机,然后双击你想修改 的温度定位点。塑料在温度高时,总是更容易挤出,所以这是可以调整的一个非常有用的设 置。
10.2 打印速度太快
在提高了温度后,如果你仍然遇到刨料的问题,下一个你需要做的是,降低打印速度。 通过这样做,挤出机的电机,不必再那般高速转动,因为线材需要更长的时间来挤出。降低 挤出机的电机转速,有助于避免刨料问题。你可以点击“修改切片设置( Edit Process Settings)”,打开“其它(Other )标签页”,来设置。调整“默认打印速度”,可以控制 挤出机挤出塑料时的运动速度。例如,你之前打印速度是 3600mm/min(60mm/s),试试将 这个值减小一半,看是否刨料的问题消失了。
10.3 检查喷嘴是否堵塞
在降低的温度和打印速度之后,如果你仍然有刨料的问题,那么可能是喷嘴堵塞了。请 阅读“喷嘴堵塞”章节,来获知如何处理这个问题。