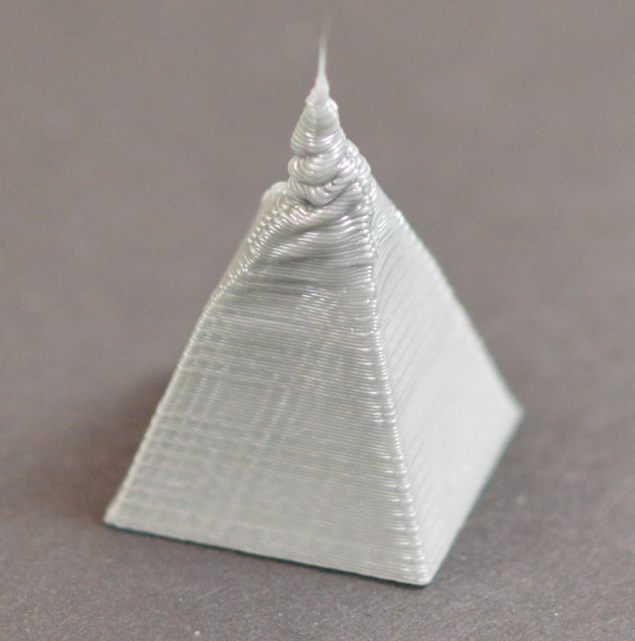
从挤出机挤出的塑料,至少有 190 到 240 摄氏度。当塑料仍然是热的,它仍然是柔软的, 可以轻易地塑造成不同的形状。然后,当它冷却后,它迅速变成固体,并且定型。你需要在 温度和冷却之间取得正常的平衡,进而塑料能顺利地从喷嘴中流出,但又能迅速凝固成,以 获得打印件尺寸的精度。如果未能达到平衡,你会遇到一些打印质量问题,打印件的外型不 精准,跟你期望的不一样。如图所示,金字塔顶部挤出的线材,没能尽快冷却定型。下面的 章节,将排查几种常见的导致过热的情况,及如何避免。
7.1 散热不足
最常见的导致过热的原因,是塑料能没及时冷却。冷却缓慢时,塑料很容易被改变形状。 对于多塑料来说,快速冷却已经打印的层,来防止它们变形,是比较好的。如果你的打印上, 有冷却风扇,试着增加风扇的风力来使塑料冷却更快。点击“修改切片设置( Edit Process Settings)”,打开“冷却(Cooling )标签页”,你可以做相应设置。只需要简单地双击 你需要修改的风扇的控制点。这个额外的冷却,有助于塑料成型。如果你的打印机,没有完 整的冷却风扇,你可能需要试着安装一个自己配的风扇,或者使用手持风扇来加快层的冷却。
7.2 打印温度太高
如果你已经使用了冷却风扇,但仍然有问题,你可能需要试着降低打印温度。如果塑料 以低一些的温度从喷嘴中挤出,它将可能更快地凝固成型。试着降低打印温度 5 到 10 度, 来看效果。你可以点击“修改切片设置( Edit Process Settings)”,打开“温度 (Temperature )标签页”,做相应设置。只需要简单地双击你需要修改的温度的控制点。 注意,不要降温太多,以致于塑料不够热,而无法从喷嘴细小的孔中挤出。
7.3 打印太快
如果你打印每个层都非常快,可能导致没有足够的时间,让层正确地冷却,却又开始在 它上面打印新的层了。在打印小模型时,这特别重要,因为每层只有很少的时间来打印。甚至有冷却风扇时,为这些很小的层,你仍然需要降低打印速度,来确保有足够的时间让层凝 固。庆幸的事,Simplify3D 有一个非常简单的选项,来处理这个问题。如果你点击“修改切 片设置( Edit Process Settings)”,打开“冷却(Cooling )标签页”,你会看到“速 度重写(Speed Overrides)”的设置项。这个设置项,是用来,在打印小的层时,自动降低 速度,以确保在开始打印下一层时,它们有足够多的时间冷却和凝固。例如,如果你允许, 在打印时间少于 15 秒的层时,软件调整打印速度,程序会为这些小层,自动降低打印速度。 对于解决高热问题,这是一个关键的特性。
7.4 当以上这些办法都无效时,试试一次打印多个打印件
如果你已经尝试了以上 3 个办法,但仍然在冷却方面有问题,有另一种办法,你可以试 一下。将你要打印的模型复制一份(编辑>复制/粘贴((Edit > Copy/Paste)),或者导 入另一个可以同时打印的模型。通过同时打印两个模型,你能为每个模型,提供更多冷却时 间。喷嘴将需要移动到不同的位置,去打印第二个模型,这就提供了一个机会,让第一个模 型冷却。这很简单,但却是一个很有效的策略,来解决过热的问题。
Pingback: FDM 3D打印件质量问题解决指南–概览